






| 2012年11月22日 14:05 | 来源:车讯网 |
作者:
郭磊
|
我要评论(0) |
钣金工艺 得分:4分
对于极光来说底盘是与别人共享的,发动机也不是特有的,变速箱也是其他配件商的成品,即便是一些电动助力以及电缆等等都是坐享其成,但有一样必须要自己做,那就是车身钣金工艺,我们通过极光的钣金缝隙就可以看出车辆整体的做工如何。

| 钣金工艺测试(单位:毫米) | ||
| 极光 | ||
| 测量位置 | 平均值 | 两极差 |
| 左A柱 | 4.5mm | 0.3mm |
| 左B柱 | 3.7mm | 0.7mm |
| 左C柱 | 3.7mm | 0.4mm |
| 右A柱 | 4.4mm | 0.8mm |
| 右B柱 | 4.1mm | 0.8mm |
| 右C柱 | 4.1mm | 1.0mm |
| 仓盖左 | 3.5mm | 3.1mm |
| 仓盖右 | 4.5mm | 2.7mm |
| 制表:车讯网http://www.chexun.com | ||
结论:缝隙数据越小并且越均匀越好,数值小说明冲压工艺以及门板间的匹配良好。极光左侧门缝均匀,右侧门缝差值较大;尾门由3段组成,门缝宽窄差异很大,目视效果明显。从上面的表格中可以得出一个结论,极光钣金做工水平非常差。
漆面厚度 得分:9分
| 漆面厚度测量 | |
| 检测部位 | 极光 |
| 左侧翼子板与车门 | 162微米 |
| 右侧翼子板与车门 | 162微米 |
| 机仓盖 | 153微米(铝合金材质) |
| 尾门 | 非金属无漆面数值 |
编辑总结:极光漆面厚度和均匀度成绩非常不错,尤其是均匀度数据,车身左侧与右侧喷涂厚度几乎没有偏差,平均162微米的喷涂厚度在拆车坊已拆解车型中也属优秀。涂装工艺值得认可。
漆面硬度 得分:8分
漆膜硬度的测试方法采用铅笔法,依据是GB/T5739—1996,该方法通过在漆膜上推压已知硬度标号的铅笔,检测涂层的硬度。检测结果如下图所示:成绩为3H。
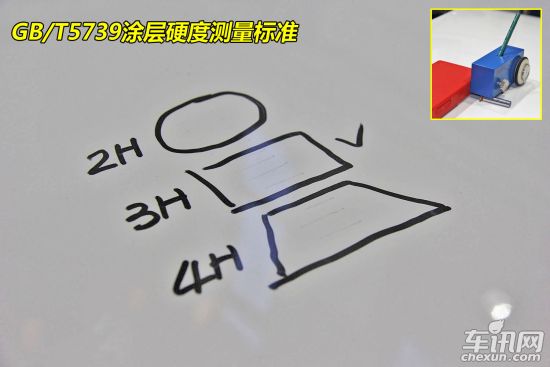
结论:拆车坊已拆车型中普遍成绩为2H,能达到3H的车型寥寥无几,极光漆面硬度得到3H的成绩可以说非常优秀。
















