






| 2013年09月14日 02:00 | 来源:车讯网 |
作者:
张雅纯
|
我要评论(0) | 我要关注 |

【车讯网 报道】东风悦达起亚K5和北京现代第八代索纳塔出自同一平台,但是二者在设计方面并非双胞胎一样,差异化的地方还是比较明显的。本文将针对索纳塔八和K5进行一次差异化对比,对这两款车感兴趣的朋友们,不妨参考本文内容。
焊接品质差异对比——索纳塔焊点不均匀、拼接较多;K5焊点均匀且拼接钢板较少
索纳塔八整体车身均采用传统点焊,每米平均18-20个焊点,而且A柱和C柱焊点分布不均匀。A柱由四层钢板叠加焊接,总厚度为5.3mm,其余为三成钢板,厚度为3.3-3.5mm。后门前半部分为三层钢板叠加,厚3.2-3.3mm,后半部分为2层钢板叠加,厚度为1.7mm。看到这里是否觉得很奇怪,为什么有这么多的层叠加焊接、这么厚肯定很结实的想法。但在实际测量观察中发现,几乎整个车身都被类似这样的一段一段加强筋所包围。其优点就是低成本,带来的负面就是刚度低、振动噪声不易控制。
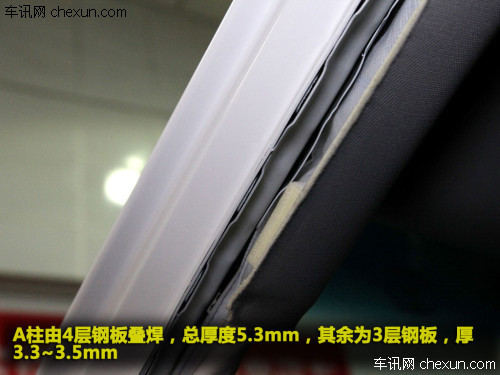
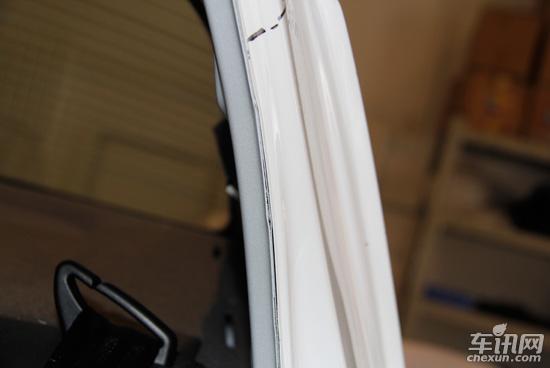
索纳塔八焊接工艺

索纳塔八焊接工艺

索纳塔八焊接工艺

索纳塔八焊接工艺
东风悦达起亚K5,在我们可以看到部分,顶棚以及A/B/C柱的门口均采用点焊工艺,且焊点比较均匀。A柱/B柱3层钢板,C柱2层钢板。焊点数为:前门口19.6个/m,后门20个/m,越密越好。

起亚K5焊接工艺
起亚K5焊接工艺—碎钢板比索纳塔八少
小知识:厂家通常采用的焊接流程是,先各分总成(前舱、地板、侧围等)焊接,再在主线焊成主车身(机器人焊接保证强度、精度、一致性),整个过程采用工装夹具,保证质量。通过蓝姆工装夹具保证。通过人员培训、详细的作业指导书、工装夹具、品质管控、检具检测等一系列措施予以保证。两个焊点紧密相连的情况有可能是因为由于初期工人不熟悉造成。
















