
【拆车坊】第三十一期报告汇总 逸致&佳乐
钣金工艺(首取误差值)
手机壳如果出现缝隙不均匀、有开缝、毛刺的现象,您的第一个反应是什么?“什么做工啊!破手机!”等等一连串的牢骚源源不断的涌出嘴边。同为工业产品的汽车和手机相同,缝隙均匀度的好坏可以直接反映出厂家的技术是否先进、工艺是否优秀等。我们使用测量缝隙专用工具“塞尺”对两侧发动机盖缝隙、左右A柱缝隙、左右B柱缝隙以及两侧尾箱盖缝隙进行测量,每100mm为一个测量单位。
| 两车钣金工艺测试(单位:毫米) | ||||
| 逸致 | 佳乐 | |||
| 平均值 | 最大差值 | 平均值 | 最大差值 | |
| 左A柱 | 4.40 | 0.38 | 3.84 | 0.27 |
| 左B柱 | 4.40 | 0.72 | 4.31 | 0.8 |
| 左C柱 | 4.49 | 0.43 | 4.25 | 0.7 |
| 右A柱 | 4.44 | 0.60 | 3.89 | 0.92 |
| 右B柱 | 4.07 | 0.24 | 3.68 | 0.69 |
| 右C柱 | 4.50 | 1.36 | 4.38 | 0.55 |
| 仓盖左 | 4.80 | 0.88 | 3.27 | 0.72 |
| 仓盖右 | 3.86 | 0.77 | 3.81 | 1.06 |
| 制表:车讯网 | ||||
漆面厚度
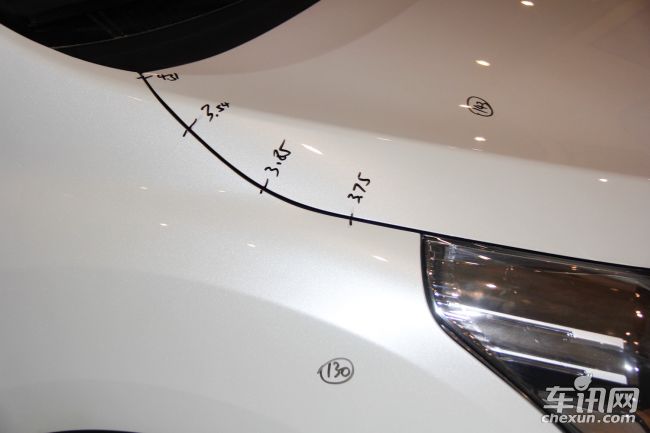
漆面厚度一词可以理解为我们身上的衣服,是皮肤与外界之间的物质。理论上漆面厚度越厚越好,当然均匀度也是关键。整车的漆面均匀度用来考核喷涂工艺的好坏,喷涂生产线的硬件、软件、通风环境等等因素,均会影响车辆漆面的厚度。

提到购买二手车,编辑还有个小诀窍教给大家。那就是车身漆面厚度。我们通过测量发动机盖、顶棚、翼子板、前后门板查看漆面厚度的数值,如果数据都比较均匀、并且数据不是很大的话,那么基本可以确定这些部件没有喷过漆。反之,如果测量后发现某个位置的读数很高,那么肯定的是,至少该部位重新喷过漆或者做过钣金,如果整车数据都很大的话,那么估计整车重新喷漆了。
| 漆面厚度测试 | ||
| 检测部位 | 逸致 | 佳乐 |
| 左侧翼子板与车门 | 133 | 91 |
| 右侧翼子板与车门 | 128 | 87 |
| 机仓盖 | 141 | 104 |
| 尾门 | 128 | 101 |
| 制表:车讯网 | ||
漆膜硬度
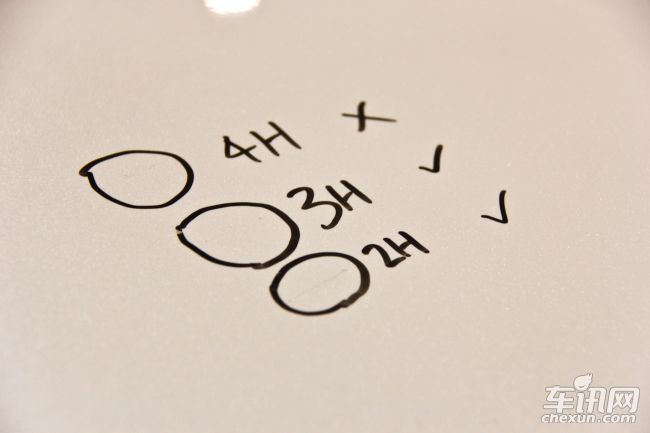
漆膜硬度的测试方法采用铅笔法,依据是GB/T6739—1996,该方法通过在漆膜上推压已知硬度标号的铅笔,检测涂层的硬度。检测结果如下表:
| 漆膜硬度测试 | ||
| 逸致 | 佳乐 | |
| 漆膜硬度 | 3H | 3H |
| 制表:车讯网 | ||
结论:根据国标方式进行测试,逸致漆膜硬度为3H;佳乐漆膜硬度为3H。
我们对两车进行漆面厚度、漆膜硬度以及车身缝隙进行测量,逸致漆面厚度平均值为130微米,单面钢板喷漆厚度最大误差值为16微米,整车最大喷漆厚度误差值为13微米。漆膜硬度为3H;整车缝隙均匀度为4.6mm,单条缝隙最大误差值为1.36mm。佳乐漆面厚度平均值为96微米,单面钢板喷漆厚度最大误差值为16微米,整车最大喷漆厚度误差值为17微米。漆膜硬度为3H;整车缝隙均匀度为4.1mm,单条缝隙最大误差值为1.06mm。




 凌乱心情
凌乱心情










